
目次
背景
- 3Dプリンターについて説明する必要があったため、改めて用語を整理した。
- 特に理解が曖昧な用語もあるため、AIを使ってきれいにしてもらった
全体像
3Dプリントは、概ね次の流れで進む。
| |
- スライサーは、STL、OBJ、3MFなどの3Dモデルを薄い層に分解し、プリンターが動くためのG-codeに変換するソフト
- スライサーでは、レイヤー高さ、インフィル、壁厚、サポート、温度、速度、ブリムやラフトなどを設定する
素材系用語
| 用語 | 意味 | 初心者向けの理解 |
|---|---|---|
| FDM / FFF | フィラメントを溶かして積み重ねる方式 | 家庭用で最もよく見られる方式 |
| SLA / MSLA / DLP | レジンを光で固める方式 | フィギュアなど、細かい造形に向いている |
| フィラメント | 糸状の材料 | PLA、PETG、ABS、TPUなどがある |
| PLA | 初心者向けの定番材料 | まずはこれで始めるのが無難 |
| PETG | PLAより粘りがあり、耐久性寄りの材料 | PLAより少し印刷難度が上がる |
| ABS / ASA | 熱や屋外環境に強い材料 | 反りやすく、換気も必要 |
| TPU | ゴムのように柔らかい材料 | スマホケースのような質感も作れるが、扱いはやや難しい |
| レジン | SLA系で使う液体樹脂 | 高精細な造形ができる一方で、手袋、換気、洗浄が重要である。液体レジンを扱う際は、耐薬品手袋などの使用が推奨される |
プリンター本体の用語
| 用語 | 意味 | 初心者向けの理解 |
|---|---|---|
| ノズル | 溶けた材料が出る先端 | 0.4mmが標準的 |
| ホットエンド | フィラメントを溶かす部分 | 詰まりや温度管理に関係する |
| エクストルーダー | フィラメントを押し出す機構 | 材料送りの心臓部 |
| ベッド / ビルドプレート | 造形物が乗る台 | ここへの定着が非常に重要 |
| ヒートベッド | 温まるベッド | 反り防止に役立つ |
| Z軸 | 上下方向 | ノズルとベッドの距離に関係する |
| ベッドレベリング | ベッドの傾きや高さを調整すること | 1層目の成功率に直結する |
| Zオフセット | ノズルとベッドの距離補正 | 近すぎても遠すぎても失敗する |
スライサー設定の用語
幅と高さ
| 用語 | 意味 | 目安 |
|---|---|---|
| レイヤー高さ | 1層あたりの厚み(z) | 0.2mmが標準的である。低くすると綺麗になるが、印刷時間は長くなる |
| ノズルの幅 | 1層あたりの幅(xy) | 0.4mmが標準的である。ノズルのタイプによって異なる |
インフィルと内径、外形
画像が分かりやすい。
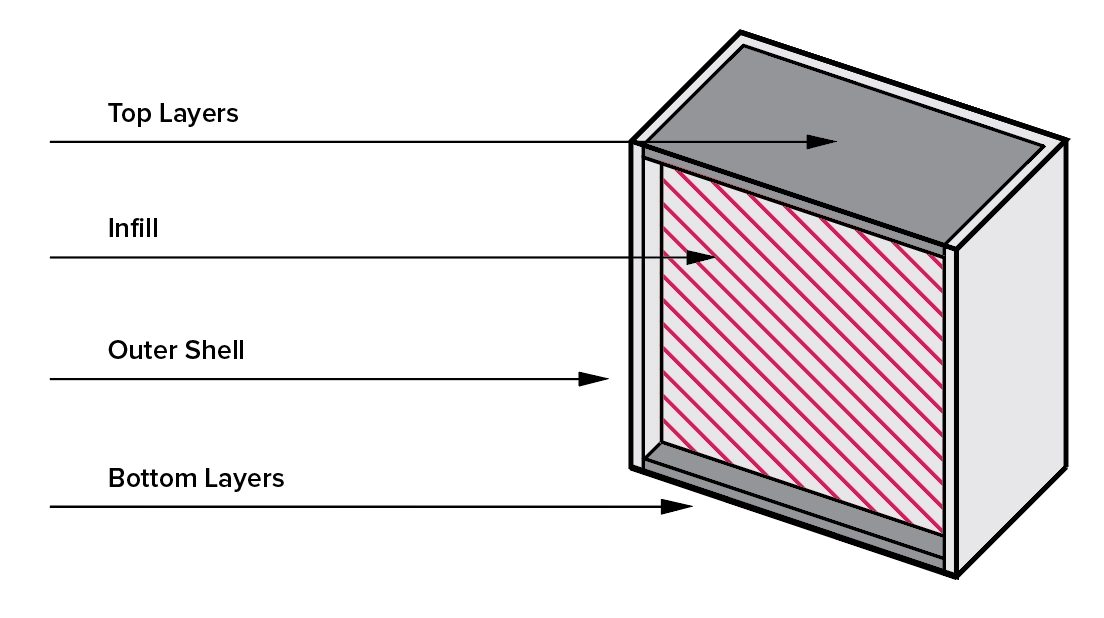
トップとボトムのレイヤーをshellとも読んだりする。
インフィル
| 用語 | 意味 | 目安 |
|---|---|---|
| インフィル | 内部の詰め方 | 15〜25%で軽量にできる。強度が必要な場合は高めに設定する |
| インフィル密度 | 内部を何%詰めるか | 20%前後から始めると無難 |
| インフィルパターン | 内部の模様 | Grid、Gyroid、Linesなどがある |
壁と底と天井
| 用語 | 意味 | 目安 |
|---|---|---|
| 壁 / ウォール / ペリメーター | 外側の厚み | 強度や見た目に関係する |
| トップ層 / ボトム層(shell) | 上面・下面の層数 | 少ないと内部が見えることがある |
例:
- 壁6層で四角形を印刷したら、標準的なノズルなら、片面の厚さは$6 \times 0.4mm$となる。
- シェル6層で四角形を印刷したら、レイヤーの高さが0.2なら、底の厚さは$6 \times 0.2mm$となる
サポート系
| 用語 | 意味 | 目安 |
|---|---|---|
| サポート | 空中部分を支える仮の柱 | オーバーハングがある場合に必要になる。3Dプリントは下の層に支えられながら積み上がるため、宙に浮く形状にはサポートが必要 |
| オーバーハング | 斜めに張り出した部分 | 角度が急だと垂れやすい |
| ブリッジ | 橋のように空中を渡る部分 | 短ければサポートなしでも印刷できる場合がある |
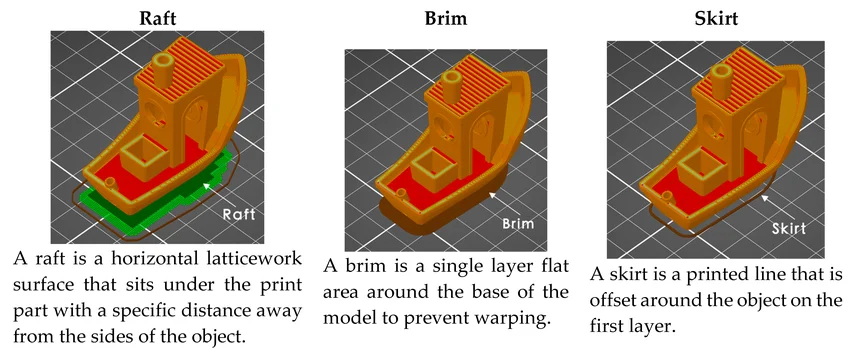
| スカート | 造形物の周りに試し線を引く設定 | ノズルの出具合を確認するために使う |
| ブリム | 造形物の周りに薄いフチを付ける設定 | ベッド定着を助ける |
| ラフト | 造形物の下に土台を作る設定 | 定着は強いが、底面が荒れやすい |
スカート、ブリム、ラフトの違い
画像が分かりやすい。
トラブルシューティング
よく出る失敗用語
| 用語 | 症状 | よくある原因 |
|---|---|---|
| 反り / ワープ | 端がベッドから浮く | ベッド定着不足、温度差、材料特性 |
| 糸引き / ストリング | 細い糸がピロピロ出る | 温度が高い、リトラクション不足 |
| 詰まり / クロッグ | ノズルから材料が出ない | ノズル詰まり、温度不足、異物混入 |
| アンダーエクストルージョン | 材料が少なく、スカスカになる | 詰まり、送り不足、温度不足 |
| オーバーエクストルージョン | 材料が出すぎて盛り上がる | 流量過多、設定ミス |
| レイヤーシフト | 途中から層が横にずれる | ベルトの緩み、ノズルの衝突、速度の上げすぎ |
| 象の足 / Elephant foot | 底面が横に広がる | 1層目が潰れすぎている、ベッド温度が高すぎる |
| 剥がれ / ベッド定着不良 | 途中で造形物が外れる | Zオフセット、ベッドの汚れ、温度、ブリム不足 |
| 積層痕 | 横線が見える | FDMでは基本的に発生する。レイヤー高さを下げると目立ちにくくなる |
他にもスパゲティとかある。
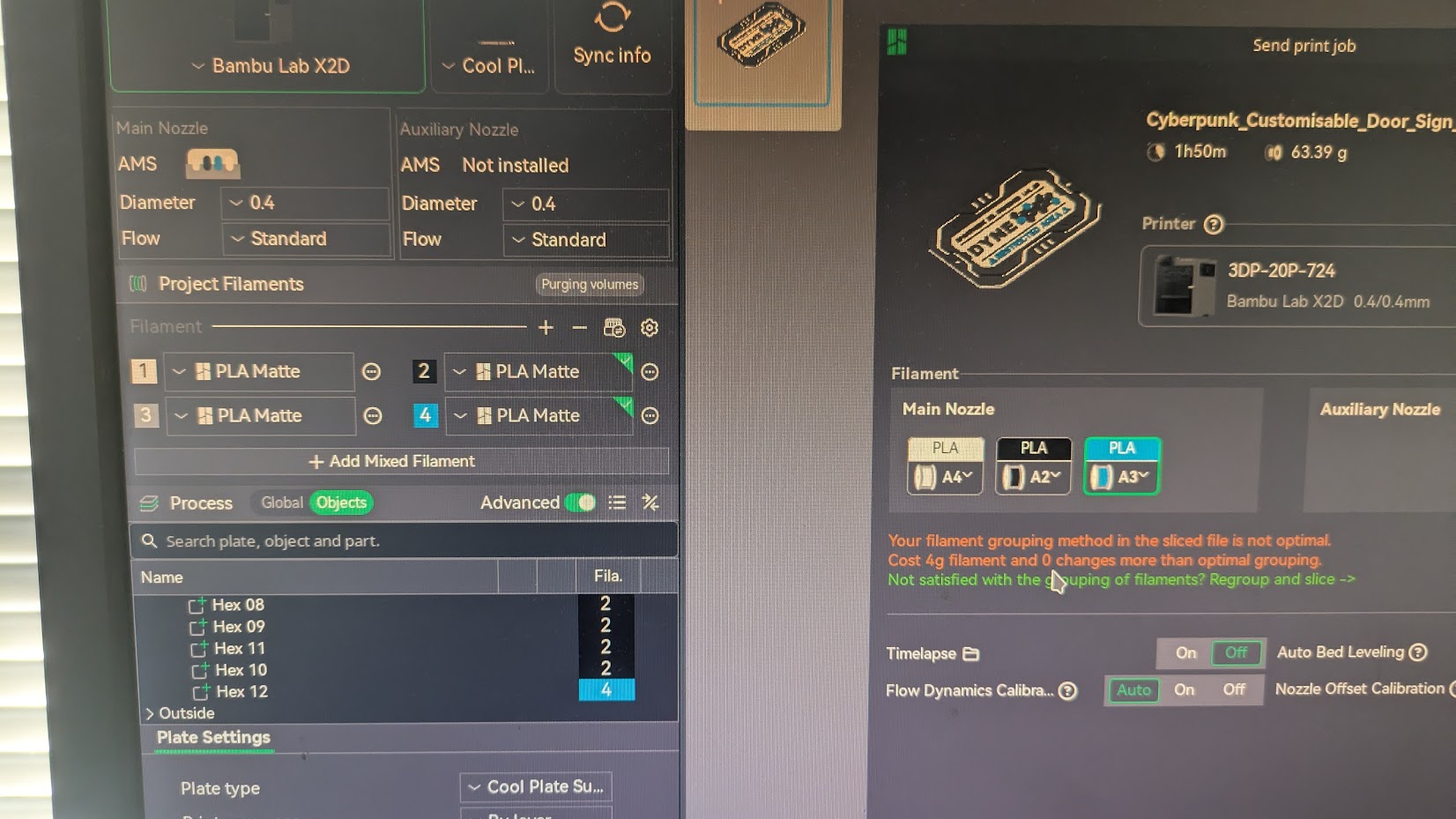
Bambu Labのフィラメント番号とAMSの色の問題
- Filament番号はあくまで印刷時の色の配置
- 実際のAMSの色の割当はPrint Jobの直前に行う
- また、Auxiliary Nozzleが勝手に選択されたときは、Slice Plate > Customで移動できる
まとめ
最初は、PLA、0.2mmレイヤー、インフィル15〜20%、必要ならサポートON、定着が不安ならブリムONでOK〜!